


Vacuum Distillation Evaporator


Vacuum Distillation Evaporators: Precision Separation for Industrial Purity
Achieve superior product quality and process efficiency with advanced vacuum distillation technology. Explore how our solutions deliver unmatched purity and performance.


Table of Contents
- Understanding Vacuum Distillation Evaporators
- Challenges in Industrial Separation
- Key Advantages of Our Vacuum Evaporators
- How Vacuum Distillation Works
- Diverse Industry Applications
- Technical Specifications & Customization
- Procurement Considerations
- Our Manufacturing Prowess
- Quality & Compliance
- What Our Clients Say
- Frequently Asked Questions
- Get Your Custom Solution
Precision Separation: The Power of Vacuum Distillation Evaporators
In today's competitive industrial landscape, achieving high purity in chemical separation, solvent recovery, and material concentration isn't just an advantage—it's a necessity. For manufacturers across pharmaceuticals, fine chemicals, food and beverage, and environmental sectors, the efficiency, reliability, and precision of their evaporation equipment directly impact product quality, operational costs, and regulatory compliance. This is where the sophisticated technology of vacuum distillation evaporators comes into play.
Unlike atmospheric distillation, which requires high temperatures that can degrade sensitive compounds or consume excessive energy, vacuum distillation operates under reduced pressure. This significantly lowers the boiling point of liquids, allowing for efficient separation of heat-sensitive materials at much lower temperatures. This capability is critical for preserving the integrity and efficacy of valuable substances, from active pharmaceutical ingredients (APIs) to complex flavor compounds and specialized industrial solvents. The result is a purer product, reduced thermal stress on materials, and often, substantial energy savings.
Hebei Yuanchang Food Mechanism & Technology Co., Ltd., with its 40 years of manufacturing experience since 1986, understands the intricacies of advanced separation processes. We specialize in designing and fabricating robust, high-performance vacuum distillation evaporators tailored to the unique demands of international B2B clients. Our commitment extends beyond mere equipment supply; we provide comprehensive solutions engineered for longevity, efficiency, and ease of operation, backed by our extensive in-house machining capabilities and a dedication to absolute precision.
The global demand for purified ingredients and recovered materials is on a steady rise. Reports indicate a significant market for processing equipment, with automation and efficiency being key drivers. For instance, the global meat processing equipment market, a sector where precise separation and material handling are crucial, was valued at USD 11.28 billion in 2024 and is projected to reach USD 15.04 billion by 2030. While this specific market differs, the underlying principle of precision processing and automation for efficiency and safety is a universal trend across industries that rely on advanced separation techniques like vacuum distillation. Our evaporators are designed to meet these evolving industrial needs, offering a scalable and reliable pathway to superior product output.
Navigating the complexities of industrial separation requires more than just standard equipment. It demands an understanding of fluid dynamics, heat transfer, material compatibility, and process optimization under vacuum conditions. Whether your goal is to concentrate valuable components, recover expensive solvents for reuse, or purify intermediate products, the right vacuum distillation evaporator can be a game-changer. We engineer our systems to handle a wide range of viscosities, volatilities, and thermal sensitivities, ensuring optimal performance for your specific application. Our expertise in OEM/ODM services means we can adapt designs to integrate seamlessly into your existing production lines or develop entirely new configurations to meet your proprietary process requirements.
Consider the implications of inefficient separation: wasted raw materials, high energy consumption, lower product yields, and increased waste disposal costs. These factors can erode profit margins and create compliance challenges. Our vacuum distillation evaporators are engineered to mitigate these risks. By operating at lower temperatures, they reduce the likelihood of product degradation, ensuring that the final output meets stringent quality standards. Furthermore, their efficient design contributes to reduced energy footprints, aligning with sustainability goals and lowering operational overheads. We pride ourselves on delivering equipment that not only performs exceptionally but also contributes positively to your bottom line and environmental stewardship.

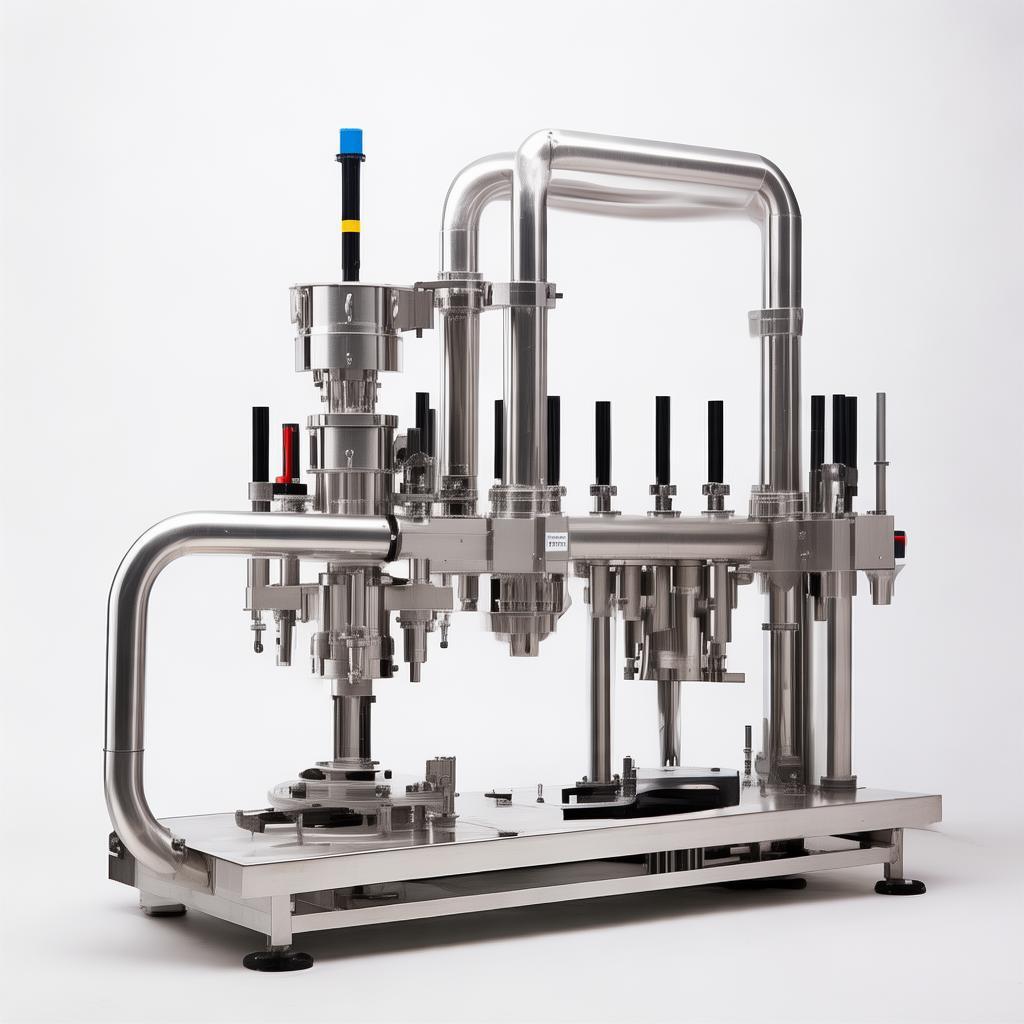
State-of-the-art vacuum distillation unit ready for export.
Common Hurdles in Industrial Separation Processes
Industrial separation is rarely a straightforward process. Many businesses grapple with persistent challenges that impact efficiency, product quality, and profitability. Identifying these pain points is the first step toward finding the right solution.
- Thermal Degradation of Sensitive Materials: Traditional high-temperature evaporation methods can destroy or alter the molecular structure of heat-sensitive compounds, leading to reduced product potency or undesirable by-products. This is particularly critical in pharmaceutical and food ingredient processing.
- High Energy Consumption: Running conventional evaporators at atmospheric pressure often requires significant energy input, driving up operational costs and environmental impact.
- Inefficient Solvent Recovery: In many chemical and manufacturing processes, solvents are expensive. Incomplete recovery or low-purity recovered solvents can lead to substantial financial losses and increased waste.
- Product Contamination: Poorly designed or maintained equipment can lead to cross-contamination, affecting final product purity and requiring costly rework or batch rejection.
- Scaling and Fouling: The buildup of residues within evaporation systems can reduce heat transfer efficiency, necessitate frequent cleaning, and lead to unexpected downtime.
- Process Inconsistency: Variability in operating conditions can lead to inconsistent product concentration, purity, or yield, making quality control a constant challenge.
- Environmental Regulations: Increasingly stringent regulations on emissions, waste disposal, and solvent handling add complexity and cost to industrial separation operations.
If these challenges sound familiar, it's time to explore a more advanced approach. Our vacuum distillation evaporators are specifically engineered to overcome these common industrial separation hurdles.
Elevate Your Process with Superior Vacuum Evaporation Technology
Gentle, Low-Temperature Processing
Operating under vacuum significantly lowers boiling points, preserving the integrity of heat-sensitive compounds, crucial for pharmaceuticals, flavors, and fragrances.
Enhanced Energy Efficiency
Reduced pressure means less heat is required for evaporation, leading to substantial energy savings and a lower operational carbon footprint.
High Purity & Yield
Precise control over distillation parameters ensures maximum recovery of desired components and minimizes unwanted by-products, leading to higher purity and yield.
Versatile Solvent Recovery
Efficiently recover and recycle valuable solvents, reducing material costs and environmental impact. Our systems can handle a wide range of solvent types.
Robust Construction & Durability
Built with high-quality materials (e.g., SS316L, Hastelloy) and stringent manufacturing standards for long service life and minimal maintenance in demanding industrial environments.
Customizable for Your Needs
From pilot scale to full industrial production, we offer OEM/ODM services to tailor capacity, materials, and features to your specific process requirements.
Investing in a vacuum distillation evaporator from Hebei Yuanchang means investing in reliability, efficiency, and superior product outcomes. Let us help you achieve new levels of process excellence.
The Science Behind Vacuum Distillation Evaporation
At its core, vacuum distillation is about manipulating the physical properties of liquids to achieve separation. Unlike boiling at standard atmospheric pressure (1 atm), where water boils at 100°C (212°F), reducing the pressure dramatically alters this threshold.
Understanding Vapor Pressure: Every liquid has a vapor pressure, which is the pressure exerted by its vapor when the liquid and vapor are in equilibrium. Boiling occurs when the liquid's vapor pressure equals the surrounding ambient pressure. By creating a vacuum, we lower this ambient pressure. Consequently, the liquid reaches its boiling point at a significantly lower temperature because its vapor pressure can match the reduced external pressure sooner.
Key Components of Our Systems:
- Evaporation Chamber: Where the liquid mixture is heated under vacuum. Designs vary from falling film, wiped film, to agitated thin film evaporators, each suited for different viscosities and sensitivities.
- Vacuum System: Typically comprising vacuum pumps (rotary vane, liquid ring, or scroll pumps) and necessary accessories to maintain the desired low-pressure environment.
- Condenser: A heat exchanger where the vaporized components are cooled and condensed back into liquid form for collection.
- Heating System: Usually a jacketed vessel or internal heating coils using steam, hot oil, or thermal fluid to supply controlled heat.
- Control System: Advanced instrumentation for monitoring and regulating temperature, pressure, flow rates, and vacuum levels, ensuring consistent and safe operation.
The process begins with feeding the liquid mixture into the heated evaporation chamber. As the vacuum is established, the components with lower boiling points vaporize first at reduced temperatures. These vapors rise and are directed to the condenser, where they are cooled and converted back into a liquid (distillate), which is then collected. The less volatile components remain in the chamber as the concentrated residue. This differential vaporization and condensation, facilitated by vacuum, is the principle that enables precise separation.
Consider a practical example: recovering high-purity ethanol from a dilute aqueous solution. At atmospheric pressure, ethanol boils around 78°C. However, under a vacuum of, say, 50 mbar, ethanol can boil at temperatures below 30°C. This lower temperature is critical to prevent the degradation of other dissolved compounds or the ethanol itself, ensuring a high-quality recovered solvent. Our engineers meticulously design each system to achieve optimal operating pressures and temperatures for your specific feed material, ensuring maximum efficiency and product integrity.

Precise vacuum control is key to low-temperature distillation.
Versatile Applications Across Industries
The inherent advantages of vacuum distillation make our evaporators indispensable across a wide spectrum of industrial applications, enabling precision and efficiency where it matters most.
Pharmaceuticals
Concentrating active pharmaceutical ingredients (APIs), purifying intermediates, recovering high-value solvents, and producing sterile water for injection (WFI) pre-cursors. Low-temperature processing is paramount to maintain drug efficacy.
Fine Chemicals
Separating and purifying specialty chemicals, essential oils, fragrances, and complex organic compounds. Maintaining product integrity and achieving high purity are critical.
Food & Beverage
Concentrating fruit juices, dairy products, and food extracts. Recovering flavor compounds and aroma essences without thermal degradation. Producing high-purity sweeteners and food-grade solvents.
Solvent Recovery
Reclaiming valuable solvents like ethanol, isopropanol, acetone, and toluene from waste streams in chemical, printing, and coating industries, significantly reducing operating costs and environmental waste.
Environmental Applications
Treating industrial wastewater, concentrating hazardous waste for safer disposal, and purifying water for reuse in various industrial processes.
Biotechnology
Concentrating enzymes, proteins, and other biomolecules at low temperatures to preserve their activity and structure. Purifying fermentation broths.
Regardless of your specific industry or process, our team has the expertise to design a vacuum distillation evaporator that meets your exact requirements. We understand that each application presents unique challenges, from material compatibility to desired throughput.
Technical Specifications & Customization Options
Our vacuum distillation evaporators are engineered for performance and reliability. While we offer standard configurations, the true strength of our offering lies in our ability to provide fully customized solutions. We work closely with clients to ensure the equipment precisely matches their operational needs.
Typical Configuration Features:
| Feature | Description | Considerations |
|---|---|---|
| Capacity | Ranges from pilot scale (e.g., 50 L) to large industrial (e.g., 5,000 L+) | Based on desired throughput and batch size. |
| Materials of Construction | SS304, SS316L, Hastelloy C-276, Titanium, Glass-lined options | Critical for corrosive or highly pure applications. |
| Operating Vacuum Range | From atmospheric down to 0.5 mbar (or lower, per client needs) | Determines achievable boiling point reduction. |
| Heating Medium | Steam, Hot Oil, Thermal Fluid, Electricity | Availability and temperature requirements. |
| Evaporation Technology | Agitated Thin Film (ATFE), Falling Film, Rising Film, Forced Circulation | Suitability for viscosity, solids content, and fouling tendency. |
| Condenser Design | Shell and Tube, Plate Heat Exchangers | Efficient vapor condensation based on process fluids. |
| Control System | PLC-based automation with HMI interface; ATEX/explosion-proof options available | Safety, ease of operation, and data logging. |
vacuum distillation apparatus vacuum distillation unit vacuum distillation adapter
Common Customization Options:
- Integration of specialized agitators for highly viscous fluids.
- Multi-stage or multi-effect configurations for enhanced energy efficiency.
- In-line feeding and discharge systems for continuous operation.
- Specialized seals and gaskets for extreme temperatures or aggressive media.
- CIP (Clean-in-Place) and SIP (Sterilize-in-Place) capabilities.
- Integration with existing plant SCADA systems.
We encourage you to request a detailed consultation to explore how we can tailor a vacuum distillation evaporator to your precise operational and chemical requirements. Our engineering team is ready to assess your process and propose the optimal solution.
Smart Procurement: What Buyers Need to Know
When sourcing industrial equipment like vacuum distillation evaporators, a strategic procurement approach is key to securing long-term value and minimizing operational risks. As experienced B2B suppliers, we recognize the considerations that purchasing managers and engineers prioritize.
- Total Cost of Ownership (TCO): Look beyond the initial purchase price. Consider energy consumption, maintenance requirements, spare parts availability, potential downtime, and expected equipment lifespan. A slightly higher upfront investment in quality can yield significant savings over time.
- Supplier Experience & Reputation: Choose manufacturers with a proven track record and extensive experience in your specific industry. A supplier with deep technical knowledge and a history of successful international deliveries (like Hebei Yuanchang, with 40 years since 1986) offers greater assurance.
- Customization vs. Standardization: Understand whether your process requires a standard off-the-shelf unit or a bespoke solution. Customization offers optimal fit but may extend lead times and increase costs. We excel at balancing these factors.
- After-Sales Support & Service: Reliable after-sales support, including readily available spare parts and technical assistance, is crucial for minimizing operational disruptions. Our in-house machining capabilities allow us to produce high-precision parts independently, ensuring worry-free service.
- Compliance & Certifications: Verify that the equipment meets relevant industry standards (e.g., ASME, CE for European markets, or specific food-grade/pharmaceutical certifications).
- Lead Times & Logistics: Factor in manufacturing lead times, shipping schedules, and customs clearance for international orders. Clear communication on timelines is essential.
We are committed to transparency throughout the procurement process. Request a comprehensive quote that details all aspects of the system, including estimated lead times and our robust warranty and support packages.
Our Manufacturing Edge: Experience & Precision
At Hebei Yuanchang Food Mechanism & Technology Co., Ltd., our 40-year legacy since 1986 is built on a foundation of engineering excellence and deep manufacturing expertise. We operate from a 14,000 square meter facility with a dedicated team of 80-100 skilled professionals, integrating R&D, production, and sales.
Our in-house machining workshop is the cornerstone of our quality assurance. Equipped with over 20 sets of advanced processing machinery, including high-precision lathes, milling machines, grinding machines, and boring machines, we possess the capability to produce even the most complex components with exacting tolerances. The addition of 8 Japanese Mazak CNC machining centers in 2012 significantly elevated our capacity for high-volume, high-precision, and non-standard part production.
This vertical integration means we have direct control over the quality and accuracy of every critical part that goes into our vacuum distillation evaporators. It allows us to efficiently manage lead times, implement stringent quality controls, and offer unparalleled customization. Our traceable after-sales management system further ensures that we can provide prompt and effective support, drawing on our in-depth knowledge of each unit's construction.
Our Core Strengths Include:
- 40 Years of Industry Experience (Since 1986).
- ISO 9001 Certified Quality Management System.
- State-of-the-art In-house Machining Facility.
- Advanced CNC Capabilities for Precision Components.
- Dedicated R&D and Engineering Team.
- Robust After-Sales Support and Independent Part Production.
- Global Export Experience (USA, Europe, Asia, etc.).

Our CNC machines ensure micron-level precision.
When you partner with Hebei Yuanchang, you are partnering with a manufacturer that embodies reliability, technical expertise, and a genuine commitment to your operational success. We don't just build equipment; we build trust and long-term relationships.
Commitment to Quality: Our Certifications
Quality and compliance are not afterthoughts; they are integral to our manufacturing process. We adhere to stringent international standards to ensure our vacuum distillation evaporators meet the highest benchmarks for safety, performance, and reliability.



Our commitment to quality extends to using materials that comply with regulations like RoHS, and offering equipment designed to meet CE marking requirements for European market access. For specific applications, we can also discuss compliance with standards such as ASME for pressure vessels and FDA for food-grade or pharmaceutical applications. Inquire about specific certifications relevant to your region and industry.
What Our Global Clients Say

Senior Process Engineer, Pharma Innovations Inc. (USA)
"We needed a high-purity solvent recovery system for a sensitive API intermediate. Hebei Yuanchang's team understood our tight specifications and delivered a custom ATFE unit that exceeded expectations. The low-temperature operation preserved product integrity, and solvent recovery rates are excellent."
Rating: ★★★★★
Operations Manager, Global Flavor Extracts (UK)
"The vacuum evaporator we purchased for concentrating essential oils has been a workhorse. It's robust, easy to operate, and maintains the delicate aromas without any thermal damage. The support from their export team was also very professional, handling all logistics smoothly."
Rating: ★★★★★
Procurement Specialist, Shanghai Chemical Works (China)
"We acquired several vacuum units for our chemical purification lines. The build quality is exceptional, especially considering the competitive pricing. Their flexibility in modifying designs for our specific reactors was key. Installation was efficient, and performance has been consistently high."
Rating: ★★★★☆
Plant Manager, Agro-Nutrients Ltd. (Mexico)
"We needed a solution for concentrating a heat-sensitive agrochemical compound. The vacuum distillation evaporator provided by Hebei Yuanchang has been instrumental in improving our product yields and quality. Their technical team offered excellent advice during the selection process."
Rating: ★★★★★Frequently Asked Questions
Q1: What is the primary benefit of using vacuum distillation over atmospheric distillation?
The main advantage is the significantly lower boiling point achieved under vacuum. This allows for the evaporation and separation of heat-sensitive materials that would otherwise degrade or decompose at higher temperatures required for atmospheric boiling. It also leads to improved energy efficiency.
Q2: Can your vacuum distillation evaporators handle viscous materials or those with solids?
Yes, we offer specialized designs such as Agitated Thin Film Evaporators (ATFE) or Wiped Film Evaporators (WFE) that are specifically engineered for highly viscous liquids, slurries, or materials prone to fouling. These systems use mechanical agitation to create a thin film on the heated surface, promoting efficient heat transfer and minimizing residue buildup.
Q3: What is the typical lifespan of your vacuum distillation evaporators?
Our equipment is built for industrial longevity, using high-quality materials and robust construction. With proper maintenance and operation, our vacuum distillation evaporators typically have a service life of 15-25 years. Our focus on independent parts production also ensures long-term operability.
Q4: How do you ensure the quality of your vacuum systems, especially for international clients?
Quality is ensured through our ISO 9001 certified management system, meticulous in-house manufacturing using advanced CNC machinery, rigorous testing protocols before shipment, and clear communication throughout the order process. We provide detailed documentation, including operating manuals and test reports. Our extensive experience in exporting ensures smooth logistics and compliance with international shipping requirements.
Q5: What is the process for getting a custom-designed vacuum distillation evaporator?
The process begins with a detailed consultation where our engineers gather information about your feed material, desired product specifications, throughput requirements, and site conditions. We then provide a conceptual design and quotation. Upon approval, we proceed with detailed engineering, manufacturing, testing, and finally, shipment. We are committed to clear communication at every step.
Ready to Optimize Your Separation Process?
Let our 40 years of manufacturing expertise and advanced engineering capabilities work for you. Discover how a custom vacuum distillation evaporator can enhance your product quality, efficiency, and profitability.
Alternatively, use our contact form for detailed inquiries.
Customer Interactions Enhancing Trust

Inquiry on Material Compatibility

Discussion on Customization Options

Logistics and Delivery Timeline



